
CNC旋盤でUNFねじを作ってみた
ドリルチャクを使って、ちょっとした治具を作ろうと思ったのですが、ウチにあるボルトを色々試してみても、ネジ山が合わない。
チャックをよく見ると…

UNF(細目) 1/2-20なのですねw
部屋中探して、ナットは2つあったんですが、ボルトがない!
UNFのボルトなんて、この辺には売ってないし (田舎だから仕方ないけど…w)

Mや、 ウエットなら、 ダイス&タップはあるんだけど、さすがに、UNFは持ってないし…てか、以前は、とても高価だったけど、今はどうかな?

…とは言え、めったに使わないだろうし、今から注文しても、数日掛かるし…とりあえず、今、1本だけあればいいだけなんだけど…w
で、久しぶりに、旋盤で、ネジ切してみます。
ウチのミニ旋盤のCNCソフトは LinuxCNC (EMC2) 。Gコード仕様はANSI RS274標準規格準拠 で、ネジ切りには G33 と、G76が対応ですが、細かい計算が面倒なので、 G76 で、ざっくりと設定しちゃいますw
ネジ規格表を見ながら、インチから、mmに換算して…
ボルト外径は 1/2インチ=25.4÷2で、12.7mm
ネジピッチは 1インチで20山だから、25.4÷20で、1.27mm
ねじ山高さは 0.68mm位ですね。
その他、数値を適当に設定して♪
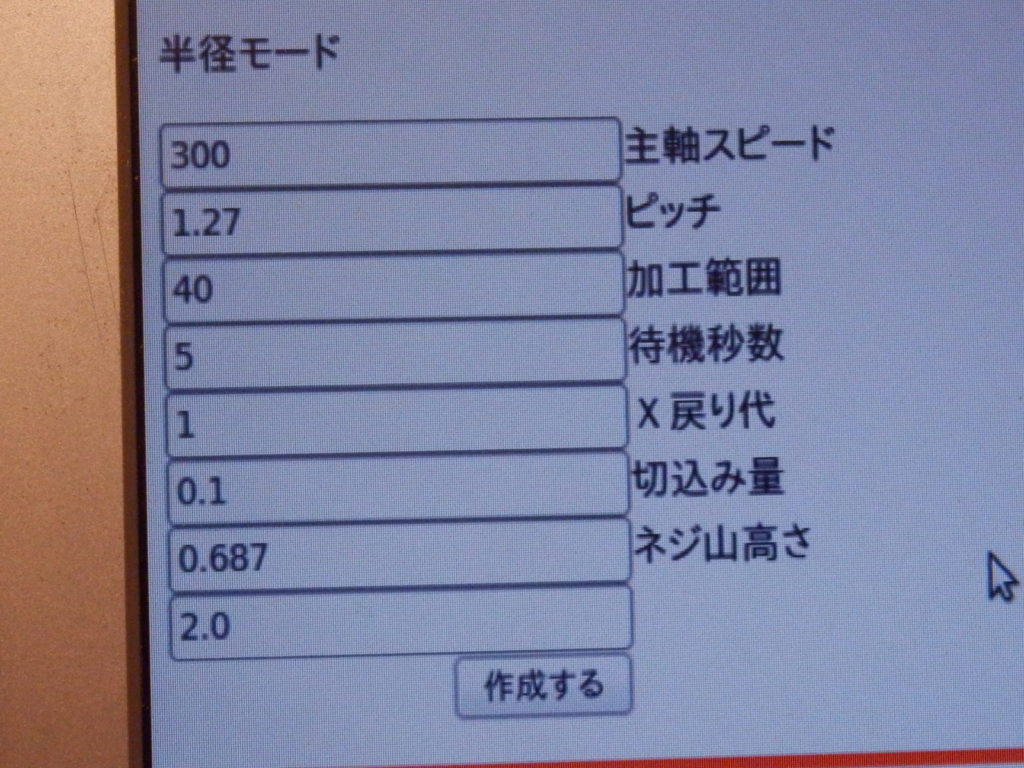
G コードが作成されました♪
(これくらい、手書きしろって話ですが…www)
G18
G8
M03 S300
G04 P5
G00 X0 Z0
G76 P1.27 Z-40 I-1 J0.1 K0.68 R2.0
G00 X5 Z5
M05
M02
で、いいのかな?
本当は もっと色々な設定をしなくては いけないのでしょうが、ワンオフで、自分だけが使えればいいので、適当ですw

ウチにあった丸棒は直径が13mmだったので、0.1mmづつ3回削って、直径12.7mmにしてから、ネジ切開始です♪
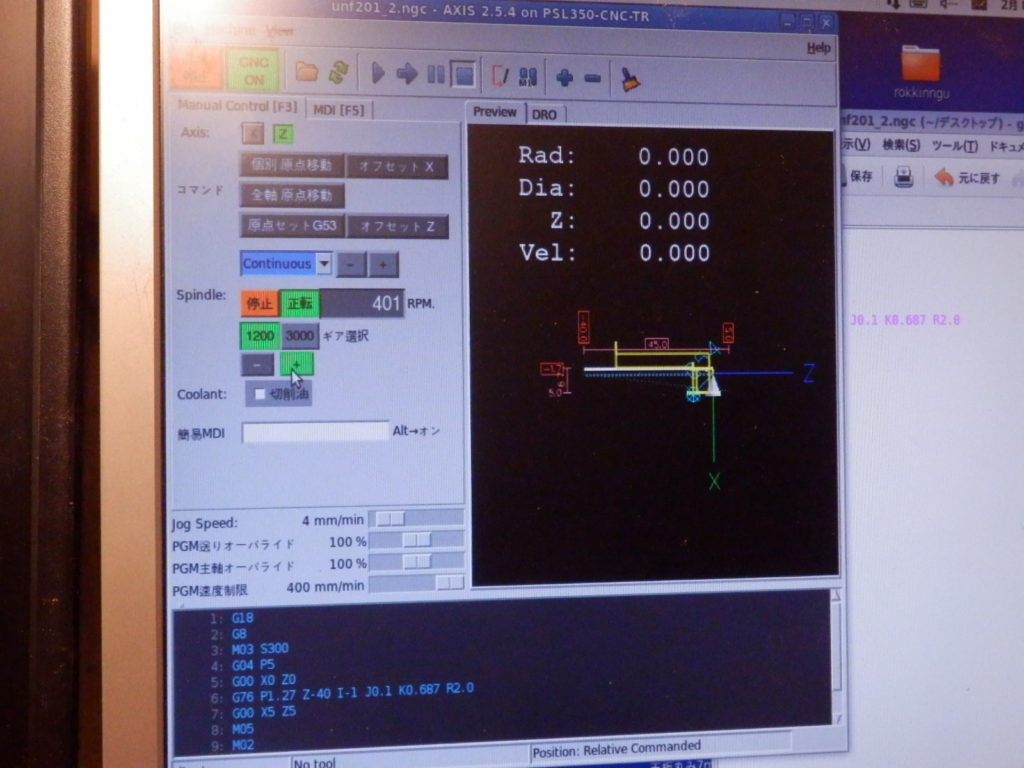
LinuxCNC (EMC2) に読み込ませて、ワークをセットして、スタートです。
何度も往復しながら、ネジ山を作ってくれます。
汎用旋盤 のように、ギヤ連動で、ピッチを合わせる訳ではないのに、よくズレずに削れるものだ!と感心しながら待ちます(CNCだから、当たり前だけど、やっぱり不思議…ww)
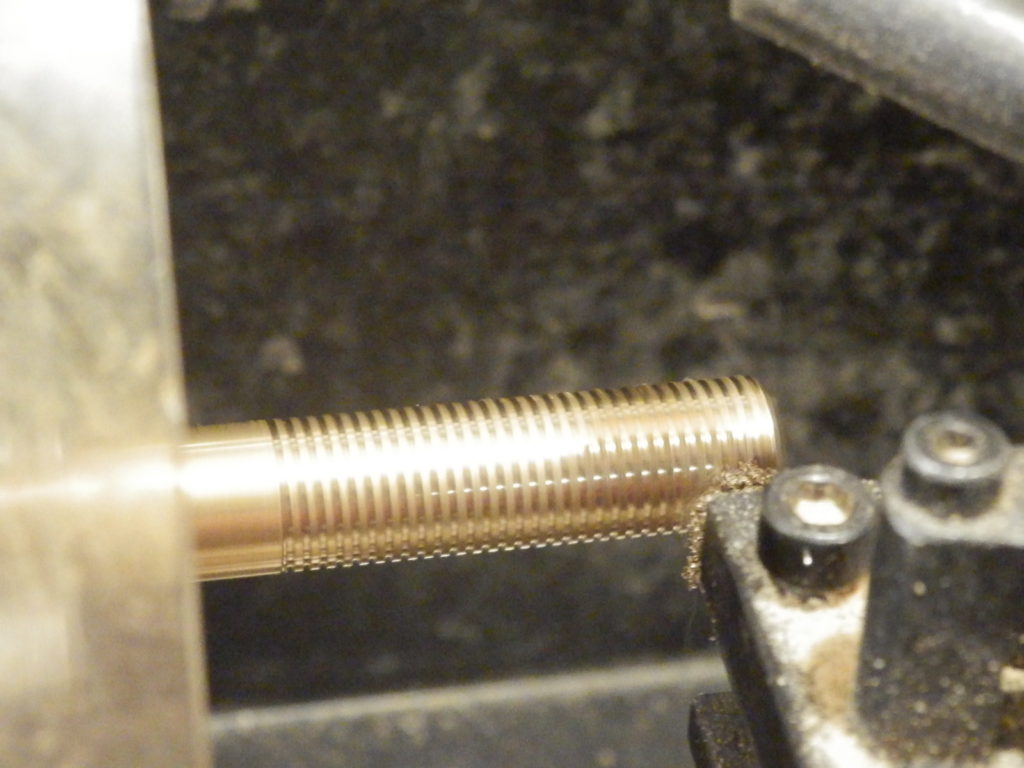
できました。さぁ、合うかな?

スムーズにねじ込めました♪
で、これを…

こんな感じにして、治具を作っていきますが、今日も除雪しないと、外に出られないので、続きは 次回にしますw
*CNC機器に関しては、過去記事「CNC機器について、ちょっとだけ語るw」に、ほんの少しですが、記載しております。















最近のコメント